
�҂���֪���Ԅӻ��x���Լ��Ԅӻ�����ϵ�y(t��ng)���ڹ��I(y��)���a(ch��n)�^�̿��������P��Ҫ�ġ���ұ���S�е��D(zhu��n)�t�����^���Е��a(ch��n)��������һ����̼����Ҫ�ɷֵ��D(zhu��n)�tú�⣬���Ԍ�����պ�����ȼ�ϡ�
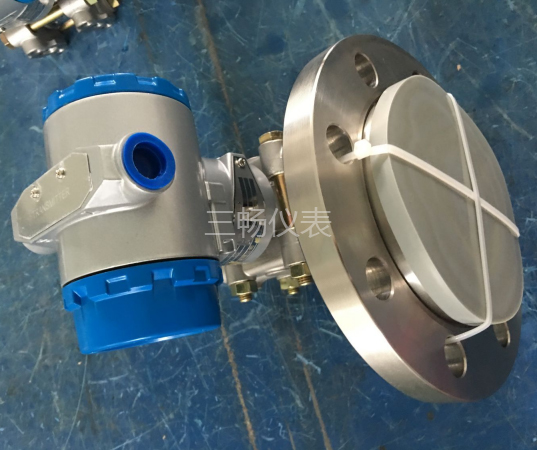
��1���t����Ŀ��Ʒ���
�t���׃�������ƾ��ǿ��Ơt��(n��i)������һ��#�ѷ�����(n��i)������t��(n��i)�������ڴ�≺�����t�D(zhu��n)�tú�⇊���t������ͻ�������ͬ�r�֕��p���O�����Ⱦ�h(hu��n)��������t��(n��i)����С�ڴ�≺�����t�Ġt������՚�ʹ��һ����̼׃?y��u)������̼��������ú��ğ�ֵ��Ҳ��������Փ���׃������������?���������O���ˇ�l����Ӱ푣��һ�������10-20Pa��
��2��ȡ����λ��
ȡ����λ���x�ڲ��˶��������挍��ӳ�t�ډ�����r���S�o����ĵط���һ���x�����²�����ͬ��ӟ��ֵ�ˮ��̎��
��3���t���׃�����Ĝy��������+100��—100Pa��
��4���t��λ�������������PI����Ҏ(gu��)��
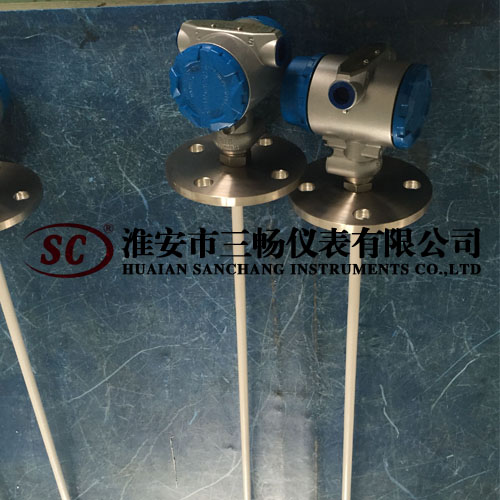
��5������ϵ�y(t��ng)�Ŀ����^��
�׃�������z�y�Ġt�����̖��������������������ƶ�������ܹܺ��ڃ�(n��i)��RD�y��ʹ�àt�ڈ�����ؓ10Pa���Ա��C���ո��|(zh��)�����D(zhu��n)�tú�����M���@Щ�l�������׃����ʹ�÷�ɢ�����y�P�]�������y���_������ú������ú����������l���������ȫ���M�����t���ܻ���ú�����˕r������ʹ�÷�ɢ�����y���_�������y�P�]�����⽛(j��ng)�^��ɢ�����������









 �Pע�҂� ���F(xi��n)���A
�Pע�҂� ���F(xi��n)���A