
ժҪ: ij�ȉA�S���A�b���Ț≺�s�C(j��)���܉���׃�����y�T���m�̶���˨�l(f��)�����������ú��^���������W(xu��)�ɷַ��������������Ӳ�Ȝyԇ�ȷ�������˨����ʧЧ��ԭ���M(j��n)�з������Y(ji��)������: ������˨���|(zh��)�����ϼ��g(sh��)��(bi��o)��(zh��n)Ҫ�������� Cr��Ni����ƫ����Mn ����ƫ��; ��˨�Ĕ��ь��ڑ�(y��ng)�����g�_�ѣ��Ѽy��Դ����˨��U���ֵľ��g���g�����ؾ���ʽ�U(ku��)չ���丯�g���|(zh��)��Ҫ���Ȼ�����
1������
ij�ȉA�S�x��Ĥ���A�b���O(sh��)Ӌ(j��)Ҏ(gu��)ģ 20 Mt /a������ʳ�}����Ҫԭ����ͨ�^늽��}ˮ���a(ch��n)�Ț������͟��A�������Ț⽛(j��ng)������s���������b�������������ϩ�a(ch��n)Ʒ�����a(ch��n)ԭ�����b����Ҫ���a(ch��n)��Ԫ����: �����}ˮ������늽����Ț�̎�������̎�������}ˮ̎�����A���l(f��)���¹��Ț��������������c���Ƶ���
ԓ�b���Ț≺�s�C(j��)���܉���׃�����y�T���m����4 ���̶���˨��2021 �� 4 �� 10 �������� 1 ����˨�l(f��)����������(d��o)���ܷ�ʧЧ��������˨���|(zh��)��W���w 304 ���P���Ҏ(gu��)��� M16 �p�^��˨���� 2017 �� 9 �°��bʹ�������ďĔ�������W(xu��)�ɷ֡�����M����Ӳ�����h(hu��n)�����صȷ��挦��˨����ʧЧԭ���M(j��n)�з�����������˸��M(j��n)��ʩ�� 2 �����z�(y��n)���Y(ji��)��
2. 1 ��ڷ���
2. 1. 1 ��ں��^��ò
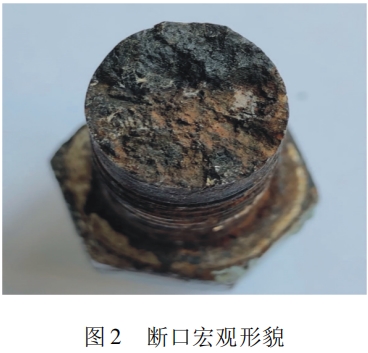
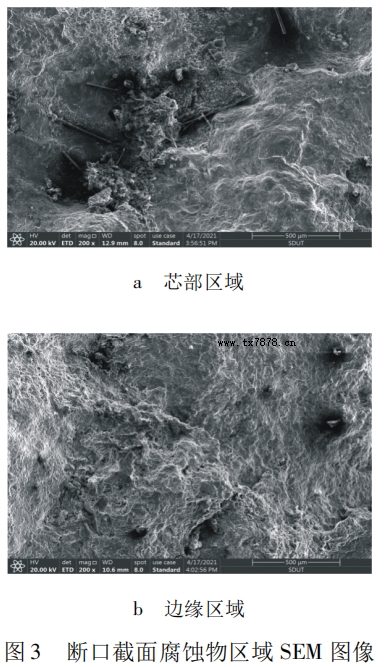
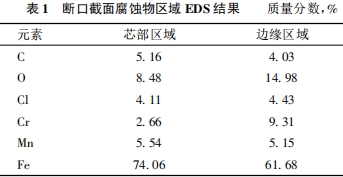
ͨ�^�^�������˨�Ĕ����ò�����Կ������Ѱl(f��)���ڹ�U��λ���o���@������׃������D 1 �� ʾ; ��ڞ���Ԕ��������_�A��������ϸ��w�кں�ɫ�ĸ��g�a(ch��n)������D 2 ��ʾ�� 2. 1. 2 ����^�������� SEM �� EDS ����˨��ڱ���ں�ɫ�ĸ��g��^(q��)���M(j��n)�з������^��ò��D 3 ��ʾ���ɷּ������Y(ji��)����� 1 ��ʾ��

�ɈD 3 ���Կ�������ڽ�������c(di��n)�g������ �� 1 ��֪: ��ڱ��港�g��^(q��)����Ҫ���� O��Fe�� Cl��Mn��Cr ��Ԫ�������и��g��о���^(q��)��߅���^(q��)��� Cl �|(zh��)����?j��n)?sh��)����4. 00% ��������߅���^(q��)��������о���^(q��)����
2. 2 ���W(xu��)�ɷַ���
���˙z�(y��n)������˨�Ļ��W(xu��)�ɷ��Ƿ���� GB / T 1220—2016 ���g(sh��)Ҫ��������ֱ�x���V�x��������˨�M(j��n)��ȡ�әz�y���Y(ji��)��Ҋ�� 2��
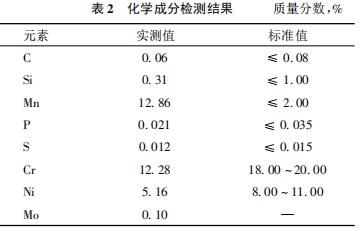
�ɱ� 2 ��֪: ������˨���W(xu��)�ɷ��� Cr��Ni �������ژ�(bi��o)��(zh��n)ֵ���� Mn �������ژ�(bi��o)��(zh��n)ֵ��
2. 3 �������
��������ǽ��ٔ��ѷ����е���Ҫ�ֶ����܉�z�(y��n)������˨��(n��i)���ķǽ��يA�s��ķֲ���e�������ȴ�С���@�M���Ƿ�������
2. 3. 1 �ǽ��يA�s��z�y
��������˨��U��λ���ݼy��λ�քeȡ�ӣ��� �� GB /T 10561—2005 �M(j��n)�зǽ��يA�s��z�y���Y(ji��)��Ҋ�� 3��

�ɱ� 3 �Y(ji��)����֪: ��˨�зǽ��يA�s�������P�����������
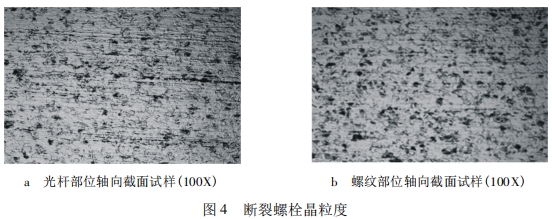
2. 3. 2 �����șz�(y��n)( Ҋ�D 4)
��������˨��U��λ���ݼy��λ�քeȡ������ �� GB /T 6394—2017 �M(j��n)�о����șz�(y��n)��������˨��U��λ���ݼy��λ�ľ������u���� 6 ����
2. 3. 3 �@�M���z�(y��n)
���˙z�(y��n)������˨��(n��i)���ĽM���Ƿ��������� �� GB /T 13298—2015 ��(bi��o)��(zh��n)����������˨��U��λ�M(j��n)���@�M���z�(y��n)����D 5 ��ʾ��
�ɈD 5a ��Ҋ: ��U��λ�Ľ���M����W���w���A�s�����ؾ�����������̼����; �ɈD 5b ��Ҋ:�ݼy��λ�ʎ������M����
2. 3. 4 �Ѽy�^�z�(y��n)
��������˨���S�����_���l(f��)�F(xi��n)���̎���^����ؾ��Ѽy����D 6a ��ʾ; ͬ�r(sh��)�l(f��)�F(xi��n)���l�ɹ�U�������(n��i)�c���ͬһ����Ę�֦��U(ku��)չ�Ѽy���� �D 6b ��ʾ���Ѽy�ʵ��͵đ�(y��ng)�����g�Ѽy����D 6c��ʾ��
2. 4 Ӳ�șz�y
���Շ���(bi��o) GB /T 230. 1—2018 ��(bi��o)��(zh��n)����������˨��U��λ�c�ݼy��λ���S������M(j��n)������Ӳ�șz�y���Y(ji��)����� 4 ��ʾ��
�ɱ� 4 �Y(ji��)����֪: ��˨��Ӳ����߅����о����u����������U��λо��Ӳ�ȵ����ݼy��λ��
3 ����ԭ�����
�������z�(y��n)�Y(ji��)����֪: ������˨���W(xu��)�ɷ���Cr��Ni ����ƫ����Mn ����ƫ�ߣ������ϼ��g(sh��)��(bi��o)��(zh��n)Ҫ����Cr��Ni ����߲��P����g���ܵ��P(gu��n)�IԪ�������H�������䓻��w��늘O�λ��߀�ܴ��M(j��n)��䓵ı����γ�һ�ӷ�(w��n)�����������g��Ĥ���Ķ���߲��P䓵����g������1����Mn ��������(bi��o)�t��(hu��)���Ͳ��P䓵����c(di��n)�g���ܺ��Ϳp϶���g������������˨�� Cr��Ni ����ƫ�ͣ�Mn ����ƫ������(d��o)����˨���g�����½���
����˨��ڷ�����֪����港�g���� Cl �����^�����@����?y��n)����܉���׃�����y�T���m�L�ڱ�¶�����ȅ^(q��)�����У����ⲿ�������ز�����Cl �� �ڷ��m�̶���˨�c���،��g϶̎�e�۲���s��ͬ �r(sh��)�����s�C(j��)�����r(sh��)��(hu��)�����m�̶���˨�a(ch��n)���^�������(y��ng)�����W���w���P䓌� Cl �� �O���������^�͝�� Cl �� �đ�(y��ng)���h(hu��n)����������(y��ng)�����g�_�����������˨�Ĕ�����������(y��ng)�����Ȼ�����ɵđ�(y��ng)�����g�_�����Ҹ��g���|(zh��)�Ȼ����S�Ѽy�U(ku��)չ����˨������о����u�����2�ݡ�
������˨���Ѽy��Դ����˨��������Ѽy�ʘ�֦��l(f��)ɢ���U(ku��)չ��ʽ���ؾ��������@�M���z���аl(f��)�F(xi��n)�ؾ�����������̼����@Щ̼������Ҫ��̼���t( Cr23 C6 ) ����ʽ�����������˾��總���������t����ɾ���ؚ�t���ӄ��˾��g���g�A��; ������������˨�е� Cr��Ni ����ƫ�ͣ��������˻��w�Ŀ����g���g���������g��Ҫ�ؾ���l(f��)չ�����γ����ؾ��Ѽy��3����
��˨���Ѱl(f��)���ڹ�U��λ���@����?y��n)��ݼy����һ���ǽ�(j��ng)�뉺���������ݼy���������^��ĉ���(y��ng)�������������Ӳ�ȸ��ڹ�U��λ; ͬ�r(sh��)�����ڴ����^��ĉ���(y��ng)����Ҳ�����ˊW���w���P䓌���(y��ng)�����g������������˨���g�Ĺ�U��λ�ڳ����^����δ�γ��@������(y��ng)������Ӳ��ƫ������������(y��ng)��
���������װl(f��)����(y��ng)�����g�_����
�������h(hu��n)���Ĝض�׃�����ɝ���Ҳ��(hu��)������˨�ĸ��g������
4 ���M(j��n)��ʩ��Ч��
( 1) ������˨ʹ�íh(hu��n)������(y��u)�����m�̶���˨������������ʽ��������،��������� Cl �� ���۶��T�l(f��)�đ�(y��ng)�����g�_���L(f��ng)�U(xi��n)��
( 2) ���Q 4 �����m�̶���˨����˨���|(zh��)�ɊW���w304 ���P䓸Ğ�35CrMo ���������˨�����M(j��n)�з���̎����
( 3) ���b��˨�r(sh��)��ͨ�^��(y��ng)�ö����ؾo�̼��g(sh��)���_��ÿ����˨����������������˨���F(xi��n)����(y��ng)���^���������������r��
( 4) ��(y��n)�������˨�|(zh��)���z�(y��n)������ʹ�ò��ϸ�a(ch��n)Ʒ�������������_�~��
��ʩ��(sh��)ʩ�Ժ�������r(sh��)�g���\(y��n)�нY(ji��)������: ��˨��B(t��i)���ã�δ�l(f��)�F(xi��n)���g���Ѽy�Ȯ�����r���O(sh��)���[���õ������������a(ch��n)�b���L���ڰ�ȫ�\(y��n)�е춨���A(ch��)��
 �P(gu��n)ע�҂� ��(sh��)�F(xi��n)���A
�P(gu��n)ע�҂� ��(sh��)�F(xi��n)���A